

We offer several testing methods, which we are able to cunduct on-site or at the workshop of Grimsel Hydro. Our qualified employees are trained according to EN ISO 9712, up to level 3.
Fact sheet «non-destructive testing»
Ultrasonic testing UT
The ultrasonic testing is a volumetric examination used to find faults within the material. This method is commonly used to find faults within welded joints, to measure disconnections of bearings to white metal, or to take measurements of wall thickness of components embedded in concrete. The limits of the ultrasonic testing are geometric and depending on the material. When applying an ultrasonic testing, an ultrasound pulse is sent from the probe to the parts to be tested. Reflected sound pulse will be visible on the display. By means of this echoes, the depth and the approximate size can be determined through changing the position of the probe.
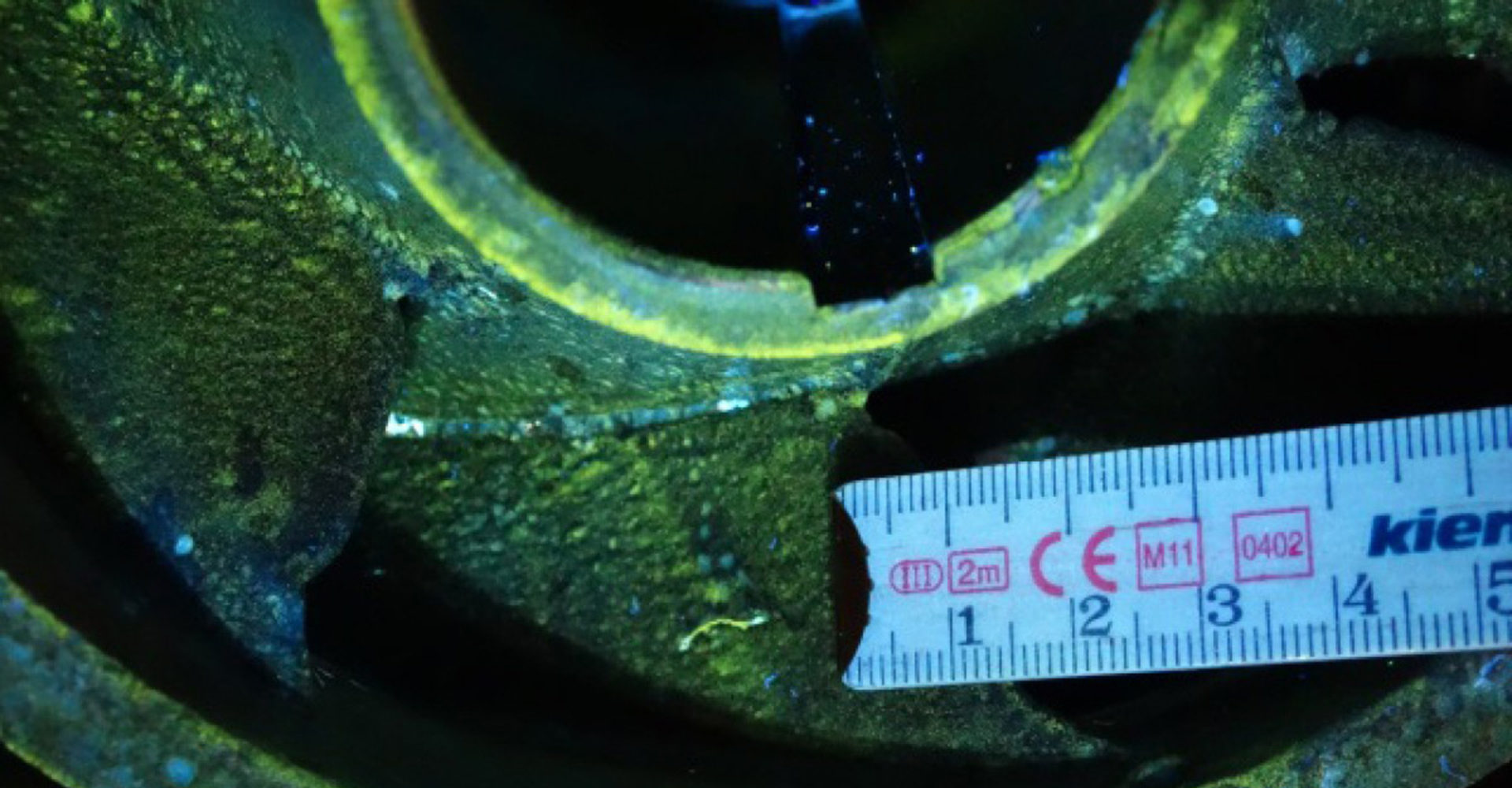
Magnetic Particle Inspection MPI
Magnetic particle inspection is a method of surface examination process for the detection of cracks. Even small fissures can be detected by the means of this method. It is possible to inspect components with ferromagnetic material like for example runners, impellers, shafts, axes, bolts and so on. The fluorescent test fluid accumulates within the cracks where it is made visible through UV-lighting. The method is particularly suitable for the visualisation of linear or linelike signals.
Dye Penetrant Inspection DPI
Dye penetrant inspection is used to detect defects such as surface porosity, cracks and leaks in non-ferromagnetic materials. DPI is an amendatory method to the magnetic particle inspection. As surface quality deteriorates the sensitivity to discover tiniest discontinuities decreases (i.e. sealing surfaces, runners during overhaul or all non-porous materials). The method is used to detect surface-breaking defects in non-porous materials. The developer helps to draw penetrant out of the flaw so that an invisible indication becomes visible to the inspector.
Visual Testing VT
Visual testing involves the visual observation of the surface of a test object to evaluate the presence of surface discontinuities. VT can be used to detect shape deviations, cracks, corrosion damage, annealing colour, etc. Proficient inspectors are able to identify potential causes and make recommendations. VT is a low-cost method, as expensive equipment and devices are not needed. With the help of VT, other inspection procedures can be omitted, as it already became clear during VT that the extension of the damage has increased. The disadvantage of this method is the subjective contemplation; results may be depending on experience and knowledge of the inspector.